Checking Thread Quality on a Profile Projector
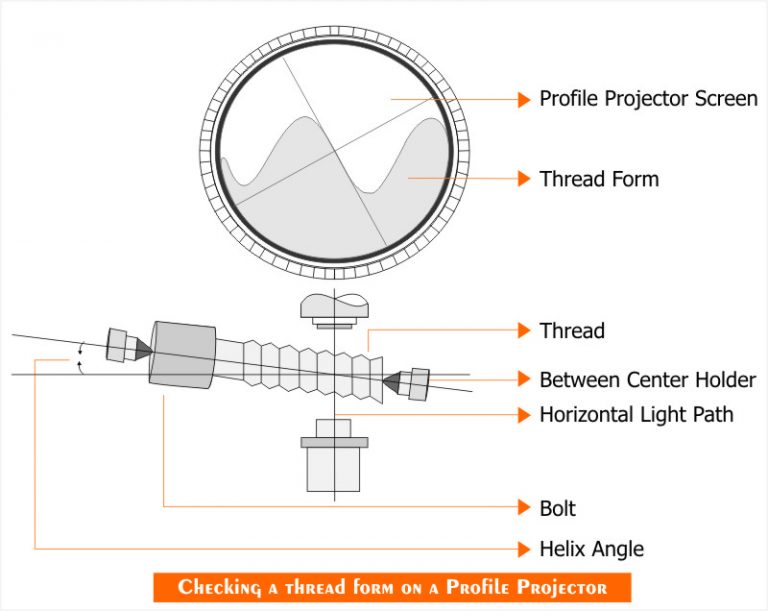
A Profile Projector is widely used to check the thread quality as it can magnify the key thread parameters enabling measurement of the flank angle, the minor diameter, and the root radius of the thread. Moreover, by using surface illumination, the surface of the thread can be checked for burrs and inspection. Most commonly a Horizontal Profile projector is used for this application as its work stage has the built-in helix capability which a Vertical model does not have.
Staging
The correct staging of the thread is necessary so that the Profile projector lens can view it correctly. This is achieved through a combination of features like Helix work stage and accessories like center holding device and between centers. The thread is on a helix angle, usually around 7 degrees, so that one has to adjust the work’s stage angle so that the light path is straight across the tread. This ensures that the correct measurements are done.
A center-holding device grasps the screw from its two ends so that the center part is unobstructed. This arrangement allows the light rays to project the desired screw image onto the projector screen at any angle.
Overlay Charts, DROs, and Metrology Software
If the objective is to check the thread for tolerances enabling operators to make pass-fail decisions on the shop floor then overlay charts are best suited. Standard overlay charts for most threads are available which are clipped to the comparator’s screen and the thread’s image is projected onto the screen and aligned to the shape on the chart to see if it is in the specification.
On the other hand, if the thread flank angle, minor diameter, and root radius are to be measured a geometrical DRO is required.
Further, if printable drawings and reports of thread are required then Metrology Software is best suited.
Internal threads
The best way to measure internal threads with a profile projector is through making a mold with a silicone rubber material. In this method, the mold-making material is poured into the thread-containing cavity. After some time when the material is set, the resulting mold is carefully extracted. All the parameters of the internal thread show up exactly on the mold which is then measured with a profile projector.